




As Distributors of leading Motorsports and Performance parts, our Sales team at Co-ordSport prides itself on giving advice to our dealers and their customers. It’s not necessarily difficult to assemble an engine, but making sure you have the right parts and doing a good job of putting them together is essential to ensure the best results.
Choosing the right pistons and pins is one area that is crucial; whilst ensuring the bore clearance and ring gaps are correct is critical. Here is a step by step guide from our good friends at Wiseco:
Gapping and correctly installing piston rings is one of the most important parts of engine assembly. Here’s how to do it right.
Piston rings perform a number of duties in an engine: They seal combustion pressure and gases in the chamber, preventing them from passing by the piston and into the crankcase where they can only do harm. They stabilize the piston as it travels up and down the cylinder bore, help cool the piston by transferring heat into the block’s cylinder bore, and finally, they meter the film of oil on the bore surface during operation. Rings perform these functions under the most extreme conditions, which is why premium ring sets should always be used, with materials and designs matched to the intended application.


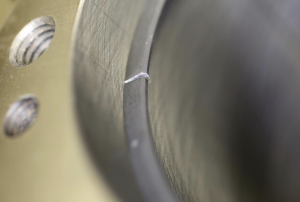

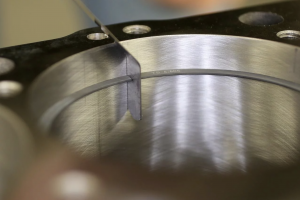
To adjust the gap, the ring must be filed. You can use a flat file secured in a vise or a mechanical/electric ring filer to make the job easier and more precise. Make sure to file from the outside of the ring to the inside as this prevents chipping of the ring face and potential coatings. Make sure the cuts are straight by compressing the ring and holding it up to the light to look at the gap. If it’s not perfectly straight, work the gap a bit with the file, making sure you’re not opening it up more than the final gap required.

When filing the rings, sneak up on the final gap. Go slowly, removing minimal material at a time and re-checking the gap often. Remember, you can’t put material back.
In ideal operation, the ring end gaps will be near zero to trap all of the combustion pressure in the chamber. But, don’t be tempted to run ring end gaps smaller than the recommended spec (included with all ring sets). The potential for ring butting and damage far outweighs any potential power gains.
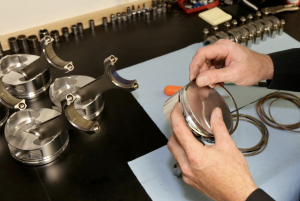
As for installation order, the top and second rings look very similar to each other at first glance, but their designs are often quite different.
The top ring is subject to the most intense heat and pressure, and the second ring is its “backup” and does double duty metering oil that makes it past the lower, oil ring.
Because of this, their designs are sometimes different, so you need to make sure the right ring goes in the right piston groove. Ring sets identify the top and second rings, usually by markings on the top of the ring surface, but this should always be clarified either by the manufacturer directly of the provided instruction sheet.

The nitrous engine will generate more heat, which cause the rings to expand more, hence they will need a larger gap. Forced induction images have a similar effect on ring end gap. To calculate the right end gap for your engine. Multiply the suggested clearance by your cylinder bore diameter. For example: a street strip application with a 4.030in bore has a recommended clearance of bore x .0045in.
By multiplying 4.030in by .0045in we get an end gap of .018in for the top ring. From there, we can hit the ring grinder and start making some clearance.
Co-ordSport are proud to be the leading Distributor for Wiseco in the UK. Wiseco Pistons is part of the Race Winning Brands Group
REMEMBER: Don’t bed in rings with fully synthetic oils, those oils don’t allow rings to bed in to the honing.
Running in oil – ideally 10w/40 or 15/40
Always use th best tools for the job:








